高力ボルトの締付け方法【一次締め・マーキング・本締め】
本ページはプロモーション(アフィリエイト広告)を含みます。

けんせつる
「高力ボルトって一度締めたらやり直せないって聞いたけど、なんで? マーキングは何のためにあるの?」
この記事の要点
高力ボルトは「一次締め→マーキング→本締め」の3段階で締め付け、本締めのナット回転量は120度±30度です。
一度締めたボルトを再締付けする「二度締め」は軸力が不安定になるため禁止です。内部欠陥の検査には超音波探傷試験を使います(浸透探傷試験は表面検査用なので注意)。
これから受験する人は受験ガイド、教材選びはおすすめ参考書・過去問もどうぞ。

テキスト本命わかって合格(うか)る 1級建築施工管理技士 第一次検定 基本テキスト
価格・在庫は各販売ページでご確認ください。1級・2級の参考書・過去問の比較もどうぞ。
高力ボルトとはどんな部材なのか
鉄骨造の建物で柱や梁を繋ぐとき、ただのボルトではなく「高力ボルト」を使います。
言い換えると、高力ボルトは「超高強度のボルトをものすごい力で締め付けて、鋼板どうしの摩擦力で力を伝える」接合部材です。
普通のボルトはボルトのせん断で力を伝えますが、高力ボルトは摩擦力で伝えるのが最大の特徴。だから締付け力の管理が命ですね。
トルシア型・F10T・溶融亜鉛めっきの違い
高力ボルトには大きく3種類があります。現場で出会う頻度が高い順に整理しましょう。
トルシア型高力ボルト(TS型)は、ボルト先端に「ピンテール」と呼ばれる突起がついています。専用レンチで締めるとピンテールが自動的にねじ切れて「本締め完了」を知らせてくれる仕組みです。
ピンテールの破断による本締め確認の詳細はピンテールとは?破断の確認方法で解説しています。
管理が視覚的にわかりやすいため、現在の現場では主力として使われています。
F10T(摩擦接合用高力六角ボルト)はナット・座金が別々になった旧来タイプです。トルクコントロール法またはナット回転法で締め付けます。
溶融亜鉛めっき高力ボルト(F8T)は防錆のためにめっき処理を施したボルトです。要は、屋外や腐食環境が心配な部位に使うボルトと思えばよいです。
このF8Tにはひとつ重要なルールがあって、ナット回転法しか適用できません。めっきの影響でトルクと軸力の関係が不安定になるため、トルクで管理するトルクコントロール法が使えません。
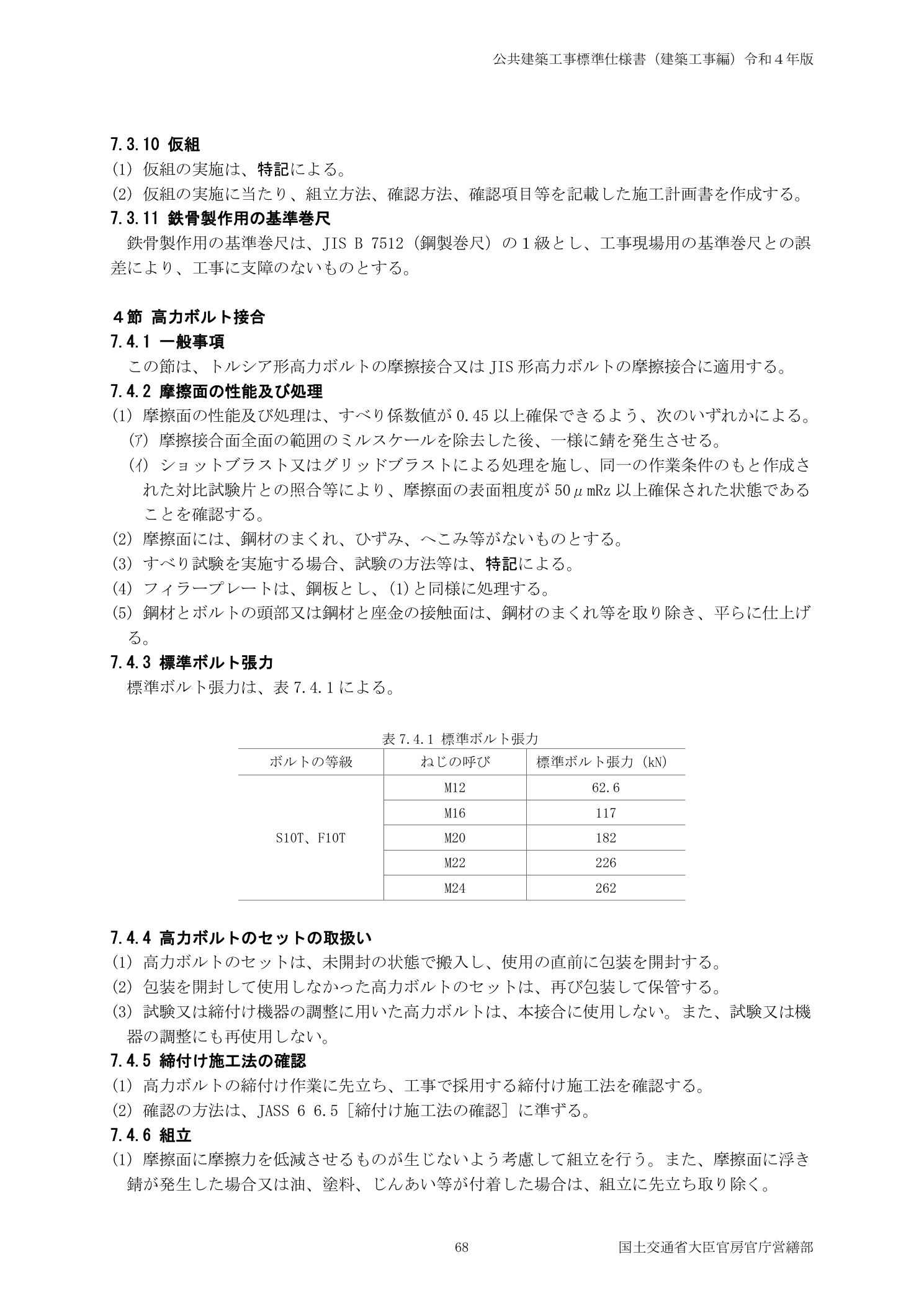
高力ボルトの標準軸力(設計上の締付け力)は、公共建築工事標準仕様書(下図)の表7.4.1に示されています。
締付け手順(一次締め・マーキング・本締め)の流れ
高力ボルトの締付けは3段階で行います。この手順を守ることが品質管理の基本です。
① 一次締め:専用レンチで規定トルクの約1/3程度を目安に締め付けます。部材を密着させて「遊び」をなくすのが目的です。
② マーキング:ボルト・ナット・座金・鋼材にまたがるように線を引きます。本締め後にナットが何度回ったかを目視で確認するためです。
③ 本締め:ナット回転法では所定の回転量まで締め込みます。トルクコントロール法では管理トルク値で締め付けます。
例えば現場では、マーキング後に本締めを行い、翌日に全数のマークのズレを目視確認するといった流れで進めることが多いです。
独学で二次検定(施工経験記述)の書き方に不安があるなら、添削が受けられる独学サポート事務局の通信講座![]() で早めにたたき台を用意しておくと安心です。
で早めにたたき台を用意しておくと安心です。
二度締めを禁止する理由
「もう少し締めておこう」という気持ちはわかりますが、一度本締めしたボルトへの再締付けは絶対にNGです。
なぜかというと、高力ボルトの接合力は「軸力(ボルトを引っ張る力)」によって決まります。二度締めすると軸力が変化してしまい、設計で想定した摩擦力を保証できなくなるためです。
二度締めを行ったボルトは取り替えが必要になります。現場でも「本締め済みボルトには絶対触れない」が鉄則です。
ナット回転法とトルクコントロール法の違い
本締めの方法は2種類あります。それぞれの仕組みを整理しましょう。
ナット回転法は、一次締め後からナットを一定量(120度±30度)回転させて本締めする方法です。回転角度で軸力を管理するのが特徴です。
先ほどの溶融亜鉛めっきF8Tにはこの方法しか使えないことも、あわせて覚えておきましょう。
トルクコントロール法は、締付けトルクを測定して軸力を管理する方法です。トルシア型のピンテール破断も、実質的にはこの方法の一種と考えられます。
簡単にいうと、「どれだけ回したか」で管理するのがナット回転法、「どれだけ力をかけたか」で管理するのがトルクコントロール法、ということです。
締付け後の確認方法
本締め後の検査は、まずマークのずれを全数目視確認します。回転量が適正かどうかを一本ずつ見ていきます。
ボルトの内部欠陥(割れや空洞など)を調べるときは超音波探傷試験(UT)を使います。
ここは試験でもひっかけが多いポイントです。「浸透探傷試験(PT)」は表面に開口した欠陥を探す方法で、内部欠陥には対応できません。
浸透探傷試験は鉄骨溶接部の表面検査に使うものです。
内部欠陥には超音波探傷、表面欠陥には浸透探傷、とセットで覚えておくと間違えないですよ。
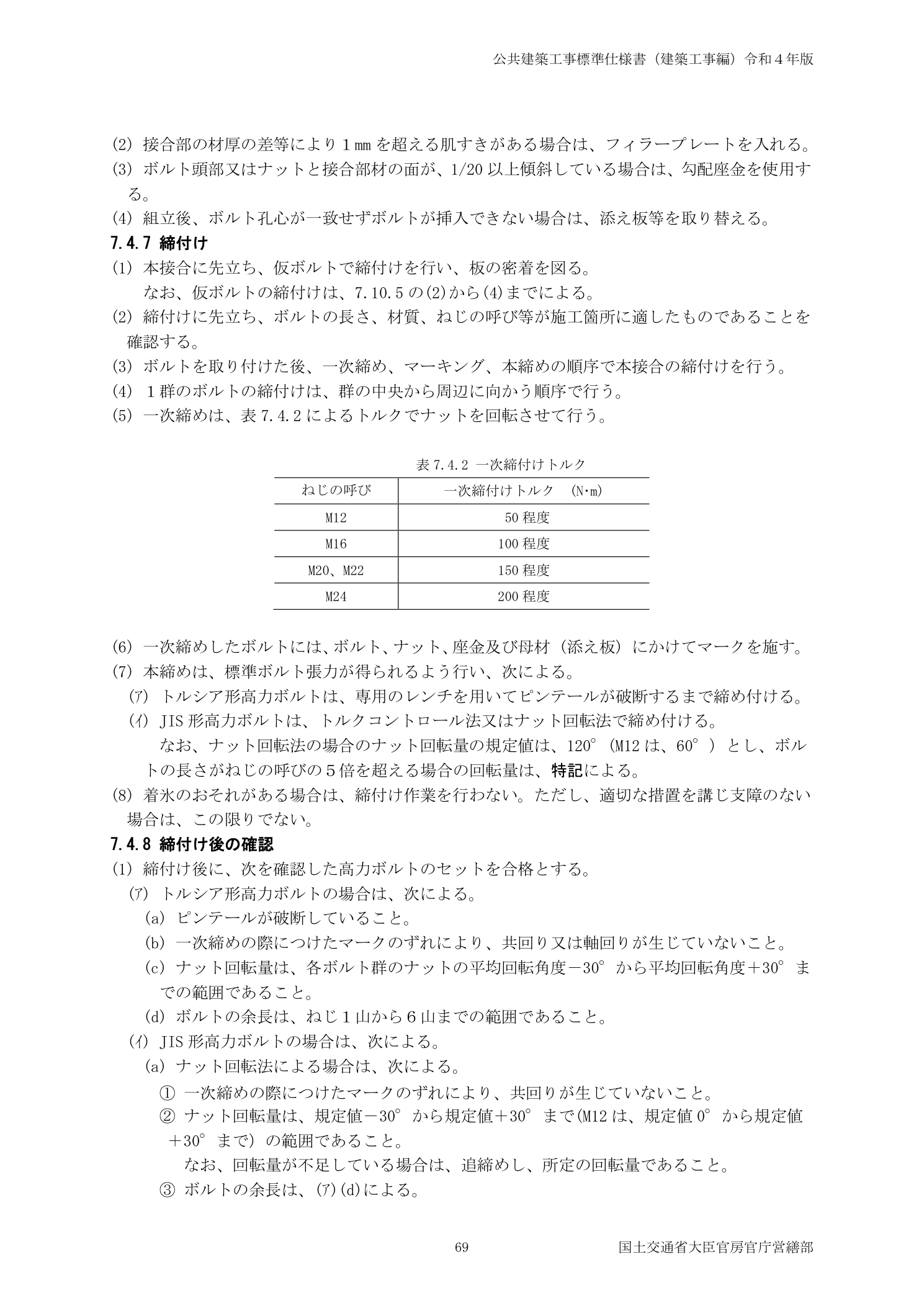
締付け手順(一次締めトルク・本締めのナット回転量120度±30度)および締付け後の確認規定は、公共建築工事標準仕様書(下図)の7.4.7~7.4.8に示されています。
混同しやすい用語の整理
ナット回転法 vs トルクコントロール法
ナット回転法は「回転角度」で管理(120度±30度)。トルクコントロール法は「締付けトルク」で管理。
溶融亜鉛めっきF8Tにはナット回転法しか使えない。
超音波探傷試験 vs 浸透探傷試験
超音波探傷試験(UT)は内部欠陥の検査。浸透探傷試験(PT)は表面欠陥の検査。
高力ボルトや溶接部の内部欠陥を調べるのは超音波探傷の仕事。
トルシア型 vs F10T
トルシア型はピンテール破断で本締め完了を確認できる現代主流タイプ。F10Tはナット・座金が別体の六角ボルトタイプ。
どちらも高力ボルトだが管理方法が異なる。
理解度チェック
高力ボルトの本締めにおいて、ナット回転法での回転量はいくらか。
120度±30度。90度や180度は誤りなので注意。
溶融亜鉛めっき高力ボルトにトルクコントロール法を適用してよいか。
不可。めっきの影響でトルクと軸力の関係が不安定になるため、ナット回転法のみ適用できる。
高力ボルトの内部欠陥を確認する検査方法として適切なのはどれか。
超音波探傷試験(UT)。浸透探傷試験(PT)は表面欠陥の検査であり、内部欠陥には使えない。
まとめ
- 高力ボルトの種類はトルシア型(TS型)・F10T・溶融亜鉛めっき高力ボルト(F8T)の3種。
- 締付け手順は「一次締め→マーキング→本締め」の3段階。
- ナット回転法での本締め回転量は120度±30度。
- 溶融亜鉛めっきF8Tはナット回転法のみ適用可(トルクコントロール法は不可)。
- 二度締めは軸力が不安定になるため禁止。発覚したボルトは取替えが必要。
- 内部欠陥の検査は超音波探傷試験(UT)。浸透探傷試験(PT)は表面欠陥の検査。
RC・鉄骨の施工管理はRC・鉄骨の施工管理にまとめています。

過去問本命1級建築施工管理 第一次検定 問題解説集
独学がきつい・第二次の経験記述に不安があるなら、添削まで付く通信講座も選択肢です。経験記述の添削・独学サポート事務局を見る![]() /内容と料金の解説
/内容と料金の解説
独学の教材は1級のおすすめ参考書・過去問に、試験のしくみ・勉強法は受験ガイドにまとめています。
参考資料
- JASS 6(鉄骨工事)日本建築学会
- 建築工事標準仕様書・同解説 JASS 6 鉄骨工事(日本建築学会)
- 公共建築工事標準仕様書(建築工事編)国土交通省
- 高力ボルト接合設計施工ガイドブック(鋼構造接合部設計指針)日本建築学会
※ この記事の法令確認日:2026年5月
資格を取ったら、次はキャリアと年収
施工管理は人手不足で売り手市場です。今の待遇に不満があるなら、建設業界に強い転職エージェントに相談だけでもしておくと、自分の市場価値と選択肢が見えます。
登録・相談は無料
受験ガイド・人気記事
回転量は90でも180でもなく120度±30度
個人的に受験生がよく間違えるのは、ナット回転量を「90度」または「180度」と答えてしまうパターンです。正解は120度±30度。
「90度ぴったり」でも「180度」でもないので注意しましょう。また「内部欠陥の検査に浸透探傷試験」という組合せも頻出の誤りです。
浸透探傷は表面だけ、内部は超音波、と繰り返し確認しておくと安心です。