鉄骨溶接の外観検査とは?アンダーカット0.5mm・オーバーラップなしの判定基準と施工管理ポイント
本ページはプロモーション(アフィリエイト広告)を含みます。

けんせつる
「鉄骨の溶接後は何を確認するの?アンダーカットって何ミリ以下ならOKなの?
外観検査とUT検査の違いは?」
この記事の要点
溶接の外観検査とは、溶接ビードの表面欠陥を目視で確認し、合否を判定する検査のことです。主な判定基準は次のとおりです。
- アンダーカット:溶接ビードの端部に生じる母材の凹み。深さ0.5mm以下が合格(JASS 6)。繰り返し応力がかかる部位はより厳しく管理する。
- オーバーラップ:溶接金属が母材表面にあふれてかぶさった状態。認められない(なし)が合格基準。
- 割れ(クラック):いかなる割れも認められません(なし)。割れは構造上最も深刻な欠陥。
これから受験する人は受験ガイド、教材選びはおすすめ参考書・過去問もどうぞ。

テキスト本命わかって合格(うか)る 1級建築施工管理技士 第一次検定 基本テキスト
価格・在庫は各販売ページでご確認ください。1級・2級の参考書・過去問の比較もどうぞ。
溶接外観検査で確認する欠陥の種類
溶接ビードの外観検査は、溶接完了後の目視検査(VT:Visual Testing)が基本です。確認する主な欠陥は次のとおりです。
| 欠陥の種類 | 内容 | 合格基準(JASS 6) |
|---|---|---|
| アンダーカット | 溶接ビード端部の母材が溶けて生じた凹み(溝) | 深さ0.5mm以下(引張応力の繰返しを受ける部位はより厳しい) |
| オーバーラップ | 溶接金属が母材の表面にはみ出てかぶさった状態 | 認められない(なし) |
| 割れ(クラック) | 溶接部またはその熱影響部に生じる割れ | 認められない(なし) |
| ピット(表面気孔) | 溶接表面に開口したガス孔 | 径2mm以下かつ個数が基準内のもの |
| のど厚・脚長不足 | すみ肉溶接の溶接寸法が設計値を下回る | 設計のど厚・脚長以上であること |
言い換えると「溶接の外観検査は、ビードの形・大きさ・表面の欠陥を目で見て確認する検査」です。アンダーカット(0.5mm以下)と割れ・オーバーラップ(なし)の数値が試験でよく問われます。
独学で二次検定(施工経験記述)の書き方に不安があるなら、添削が受けられる独学サポート事務局の通信講座![]() で早めにたたき台を用意しておくと安心です。
で早めにたたき台を用意しておくと安心です。
アンダーカットが問題になる理由
アンダーカットは母材表面に生じた「切り欠き(ノッチ)」のような形状です。繰り返し応力(疲労荷重)がかかる部材では、切り欠き部が応力集中の起点となり、疲労亀裂(疲労破壊)が進展する危険があります。
JASS 6 では一般に深さ0.5mm以下を合格としていますが、繰り返し応力を受ける梁フランジ等では0.3mm以下など、設計・仕様書でより厳しい基準が指定される場合があります。施工管理者は設計図書の指定基準を確認すべきでしょう。
外観検査と超音波探傷試験(UT)の使い分け
外観検査(VT)は溶接表面の欠陥を確認しますが、内部欠陥(融合不良・ブローホール等)は目視では検出できません。内部欠陥の確認には超音波探傷試験(UT)を行います。
| 検査方法 | 確認できる欠陥 | 実施タイミング |
|---|---|---|
| 外観検査(VT) | アンダーカット・オーバーラップ・割れ・ピット・ビード形状 | 溶接完了後(すべての溶接部) |
| 超音波探傷試験(UT) | 内部欠陥(融合不良・割れ・ブローホール等) | 抜取り(完全溶込み溶接は100%実施が基本) |
完全溶込み溶接(CJP)は構造上重要な溶接部位(柱・梁フランジの溶接等)に使われ、UTによる内部欠陥の確認が原則全数実施されます。これに対してすみ肉溶接は外観検査が中心です。
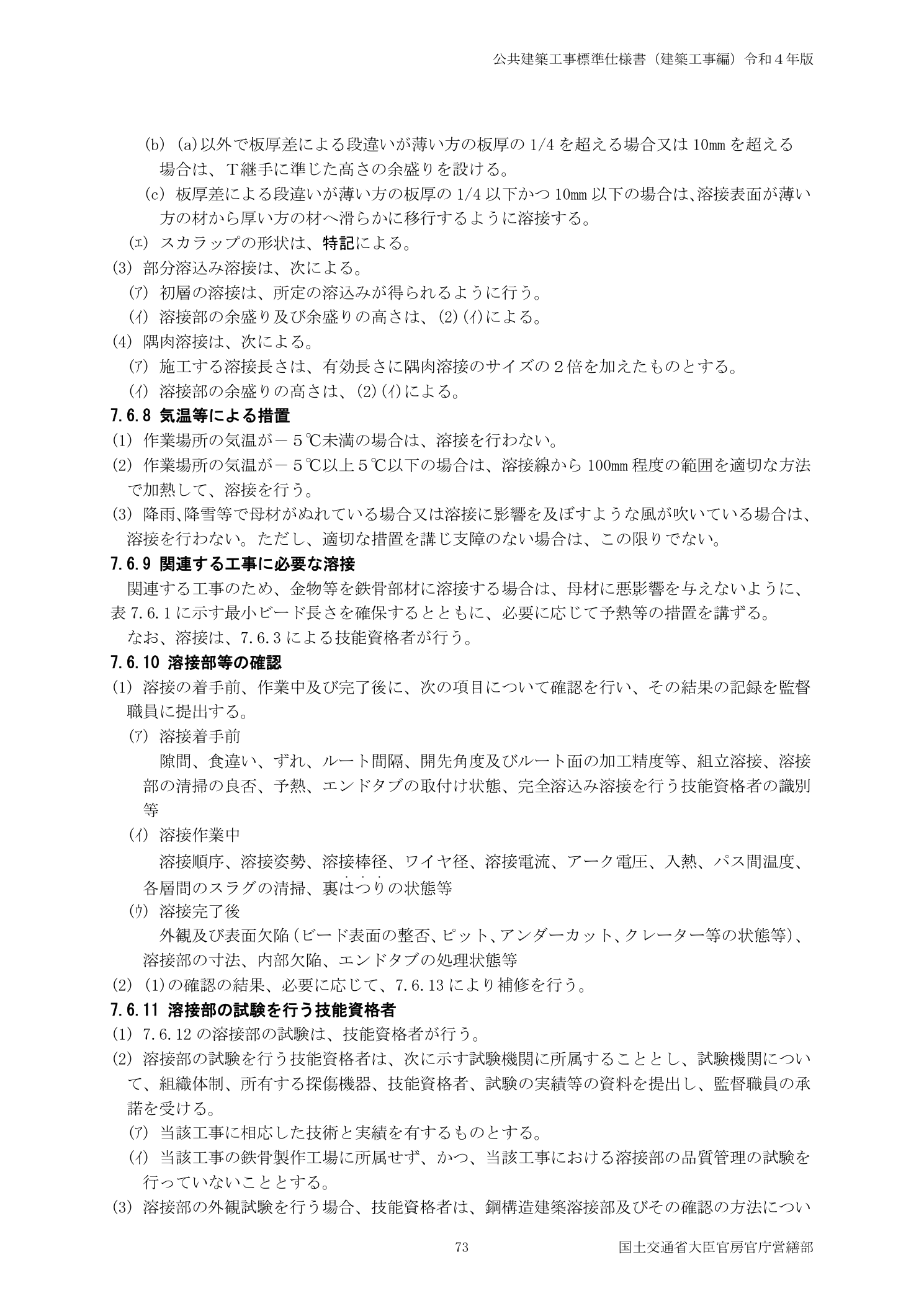
溶接部の外観検査合否基準(アンダーカット深さ・オーバーラップ等)および超音波探傷試験の適用規定は、公共建築工事標準仕様書(下図)の7.6.10・7.6.11に示されています。
混同しやすい用語の整理
アンダーカット vs オーバーラップ
アンダーカット:溶接ビード端部で母材が過剰に溶けて生じた凹み(母材の減少)。深さ0.5mm以下が合格。
オーバーラップ:溶接金属が母材表面にあふれてかぶさった状態(溶接金属の過剰)。認められない。
→ 「アンダー(凹む)」と「オーバー(あふれる)」という名前で区別できる。
完全溶込み溶接(CJP) vs すみ肉溶接(F)
完全溶込み溶接:開先加工を施して母材の厚さ全体を溶融させる溶接。柱フランジ・主要接合部に使う。
UTによる全数検査が基本。
すみ肉溶接:継手の隅部に三角形断面の溶接ビードを盛る溶接。
外観検査が中心。
→ 接合部の応力伝達の方向と大きさで使い分ける。
理解度チェック
JASS 6で、鉄骨溶接のアンダーカット深さの合格基準はいくらか。
0.5mm以下。繰り返し応力を受ける部位では設計・仕様書でより厳しい基準が指定される場合がある。
オーバーラップの合格基準はいくらか。
認められない(なし)。オーバーラップがある場合はグラインダーで除去・再検査する。
割れ(クラック)の合格基準はいくらか。
いかなる割れも認められない(なし)。割れが確認された場合はその部分を除去して再溶接する。
完全溶込み溶接(CJP)の内部欠陥確認に使う非破壊試験方法は何か。
超音波探傷試験(UT)。外観検査では確認できない融合不良・ブローホール等の内部欠陥を検出できる。
まとめ
- アンダーカット:深さ0.5mm以下が合格(JASS 6)。引張応力繰返し部はより厳しい基準。
- オーバーラップ:認められない(なし)。
- 割れ:いかなる割れも認められない(なし)。溶接欠陥の種類を理解した上で判定する。
- 外観検査(VT):全溶接部を目視確認。内部欠陥は確認できない。スパッターの除去も確認する。
- UT検査:完全溶込み溶接は全数実施が基本。内部欠陥を検出する。
RC・鉄骨の施工管理はRC・鉄骨の施工管理にまとめています。

過去問本命1級建築施工管理 第一次検定 問題解説集
独学がきつい・第二次の経験記述に不安があるなら、添削まで付く通信講座も選択肢です。経験記述の添削・独学サポート事務局を見る![]() /内容と料金の解説
/内容と料金の解説
この用語が問われた過去問
独学の教材は1級のおすすめ参考書・過去問に、試験のしくみ・勉強法は受験ガイドにまとめています。
参考資料
- JASS 6(鉄骨工事)日本建築学会
- 公共建築工事標準仕様書(建築工事編)国土交通省
- JIS Z 3060(鋼溶接部の超音波探傷試験方法)
※ この記事の法令確認日:2026年5月
資格を取ったら、次はキャリアと年収
施工管理は人手不足で売り手市場です。今の待遇に不満があるなら、建設業界に強い転職エージェントに相談だけでもしておくと、自分の市場価値と選択肢が見えます。
登録・相談は無料
受験ガイド・人気記事
管理人からのコメント
現場でよく起こるのは「外観検査はパスしたが、UT検査で内部融合不良が多数発見された」というケースです。アンダーカット等の外観欠陥は削り取って補修溶接できますが、内部欠陥は再溶接・グラインダー処理後の再溶接が必要になります。
特に建方完了後に高所部の溶接欠陥が発覚すると、補修の足場設置が追加で必要になります。工場溶接の品質検査記録(ミルシート・工場検査成績書)を現場搬入時に確認し、現場溶接前に溶接士資格(JIS Z 3801等)と施工条件(天候・温度・母材の乾燥状態)を確認するのが基本です。