- HOME
- > RC・鉄骨の施工管理
- > 開先とは?鉄骨溶接の開先形状と完全溶け込み・隅肉溶接の違いを整理
開先とは?鉄骨溶接の開先形状と完全溶け込み・隅肉溶接の違いを整理
本ページはプロモーション(アフィリエイト広告)を含みます。

けんせつる
開先って何?どんな場面で使うの?
この記事の要点
開先(かいさき)とは、溶接する鋼材の端部に設ける溝の形状のことです。溶接金属を母材の奥まで溶け込ませるために加工します。
開先の形状と溶接方法の組み合わせが溶接部の強度を左右するため、施工管理では溶接前の開先形状確認・溶接後の外観検査・非破壊検査が主な確認ポイントになります。
鉄骨の溶接は、ただ「くっつける」だけでなく、必要な強度を確実に確保します。
開先形状を正しく加工しないと、溶接金属が母材の奥まで入り込まず、見た目はきれいでも内部に欠陥が残る状態になります。
- > 鉄骨溶接の施工管理ポイントを確認する
- > 溶接欠陥の種類と検査方法を確認する
これから受験する人は受験ガイド、教材選びはおすすめ参考書・過去問もどうぞ。

テキスト本命わかって合格(うか)る 1級建築施工管理技士 第一次検定 基本テキスト
価格・在庫は各販売ページでご確認ください。1級・2級の参考書・過去問の比較もどうぞ。
開先の種類(V形・K形・X形ほか)
開先の形状は接合する板厚・溶接姿勢・強度要求によって選ばれます。
| 開先の形状 | 概要 | 特徴・適用 |
|---|---|---|
| I形開先 | 鋼材端部を垂直に切り落とした形状。開先加工なし | 薄板(6mm以下程度)の突合せ溶接に使用。加工不要だが深い溶け込みは難しい |
| V形開先 | 片側だけを斜めに削ったV字形の溝 | 片面からの溶接に使う。最も一般的な開先形状 |
| K形開先 | 両側を斜めに削ったK字形の溝 | 両面から溶接できる場合に使う。V形より溶着量が少なくて済む |
| X形開先 | 両側を対称に削ったX字形の溝 | 厚板の突合せ溶接に使用。両面から溶接することで変形を抑えられる |
| J形・U形開先 | 溝の底部が曲線になった形状 | 深い溶け込みが必要な厚板に使用。加工コストが高い |
言い換えると、「板が薄ければI形・V形で十分、板が厚くなるほどK形・X形で両面から溶接する」という考え方です。
独学で二次検定(施工経験記述)の書き方に不安があるなら、添削が受けられる独学サポート事務局の通信講座![]() で早めにたたき台を用意しておくと安心です。
で早めにたたき台を用意しておくと安心です。
完全溶け込み溶接と隅肉溶接はどう違うか
ここは混乱しやすいところですね。溶接方法は大きく「完全溶け込み溶接」と「隅肉溶接」に分かれます。
| 溶接方法 | 概要 | 強度・用途 |
|---|---|---|
| 完全溶け込み溶接(CJP溶接) | 開先を設けて母材の板厚全体に溶接金属を溶け込ませる | 引張・せん断両方に強い。柱梁接合部など高強度が必要な部位に使う |
| 部分溶け込み溶接(PJP溶接) | 開先を設けるが、板厚の途中までしか溶け込ませない | 完全溶け込みより強度が低い。圧縮力が主体の部位に使われることがある |
| 隅肉溶接(すみにくようせつ) | 開先を設けず、鋼材の角部を溶接で埋める | せん断力に対応。ブラケット・ダイアフラム等の二次部材の接合に使う |
例えば、柱と梁のフランジを接合する主要接合部は完全溶け込み溶接が必要です。一方、ガセットプレートや補強プレートの取り付けには隅肉溶接が使われます。
開先溶接の施工管理ポイント
溶接前の確認(開先検査)
- 開先形状の確認:開先角度・ルートギャップ(鋼材間のすき間)・ルートフェイス(底部の平面部分)が設計図通りかを確認する。
- 清掃状態の確認:開先面に錆・塗料・油分・水分がないかを確認する。これらがあると溶接欠陥の原因になります。
- エンドタブの確認:溶接の始端・終端に取り付けるエンドタブが適切に固定されているかを確認する。溶接の裏側を確実に溶け込ませるための裏当て金の設置状態も確認する。
溶接後の確認(外観検査)
- 溶接ビードの外観:ビード形状が均一で、アンダーカット・オーバーラップ・クレーターが生じていないかを目視で確認する。
- サイズの確認:隅肉溶接のサイズ(脚長)が設計値以上かをゲージで確認する。
- スパッターの除去:溶接後に飛散したスパッター(金属粒)が除去されているかを確認する。
非破壊検査
完全溶け込み溶接の内部欠陥は外観では確認できません。超音波探傷試験(UT)によって内部の溶け込み不足・割れ・ブローホールを確認します。
詳しくは溶接欠陥の種類と検査方法で確認してください。
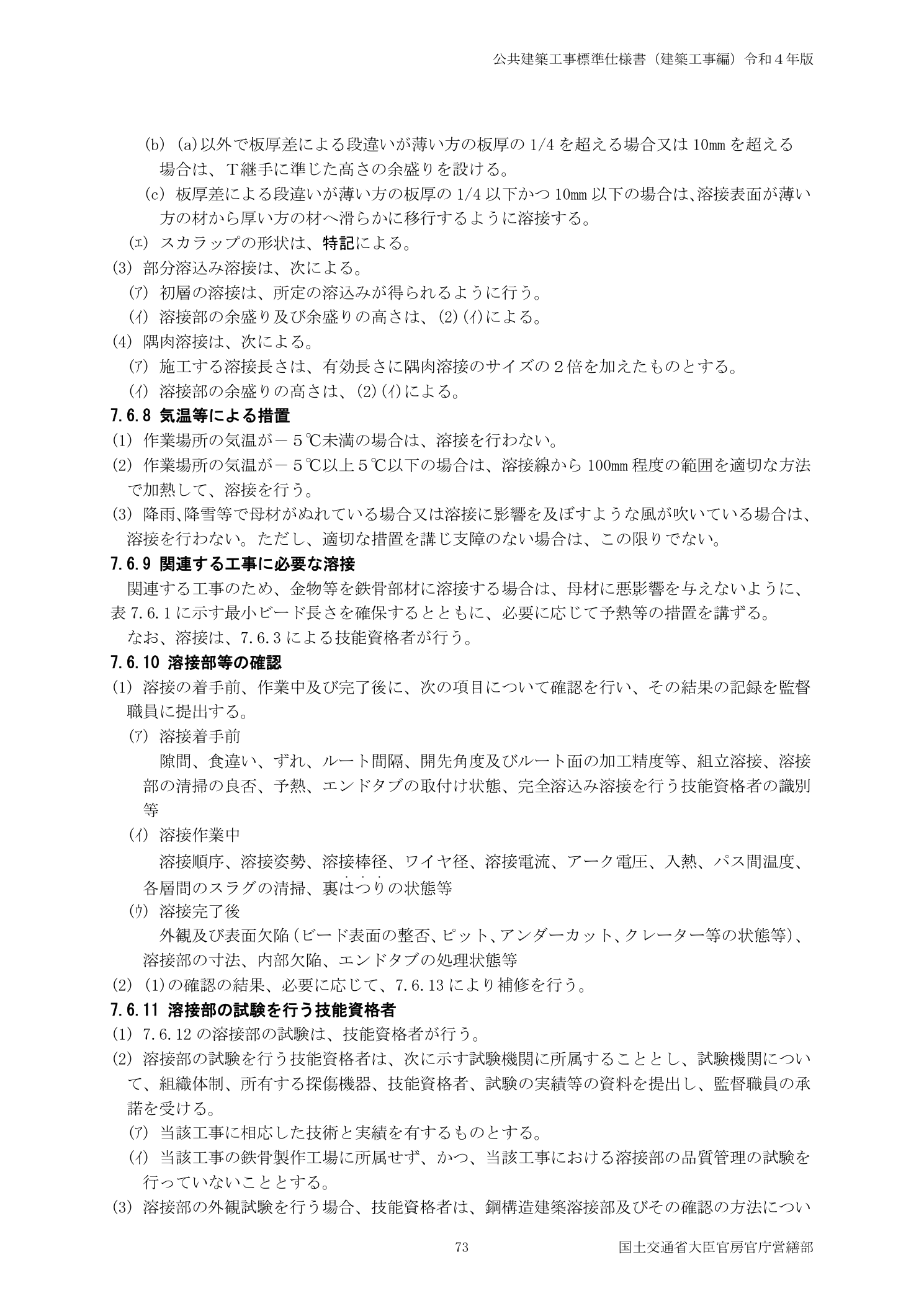
開先形状・溶接後の確認(外観検査・超音波探傷試験)の規定は、公共建築工事標準仕様書(下図)の7.6節に定められています。
混同しやすい用語の整理
ルートギャップ vs ルートフェイス
ルートギャップは突合せ溶接で対向する鋼材の間に設けるすき間のことです。溶接金属が裏側まで溶け込むために必要です。
ルートフェイスは開先の底部(ルート部)に残す平面部分の幅です。ルートフェイスが大きすぎると裏側まで溶け込まず、小さすぎると溶け落ちる(バーンスルー)リスクがあります。
完全溶け込み溶接 vs 隅肉溶接
完全溶け込み溶接は板厚全体に溶け込ませる高強度の溶接で、開先加工が必要です。隅肉溶接は開先加工なしで鋼材の角部を溶接で接合する方法で、せん断力に対応します。
柱梁主接合部には完全溶け込み溶接、二次部材の取り付けには隅肉溶接、という使い分けが基本です。
理解度チェック
柱と梁のフランジを接合する主要接合部に用いる溶接方法は?
完全溶け込み溶接(CJP溶接)。板厚全体に溶接金属を溶け込ませることで引張力・せん断力両方に対応する高強度の溶接方法。
開先加工が必要。
完全溶け込み溶接の内部欠陥を確認するために行う検査は?
超音波探傷試験(UT)。溶接部に超音波を入射し、内部の欠陥(溶け込み不足・割れ・ブローホール等)からの反射波で欠陥を検出する非破壊検査。
まとめ
- 開先とは溶接する鋼材端部に設ける溝の形状。V形・K形・X形などがある。
- 完全溶け込み溶接は板厚全体に溶け込む高強度溶接。柱梁主接合部に使う。
- 隅肉溶接は開先加工なしで角部を接合する。二次部材の取り付けに使う。
- 施工管理では溶接前の開先形状・清掃確認と、溶接後の外観検査・超音波探傷試験が必要。
> 鉄骨溶接の施工管理ポイントを確認する
> 溶接欠陥の種類と検査方法を確認する
RC・鉄骨の施工管理はRC・鉄骨の施工管理にまとめています。

過去問本命1級建築施工管理 第一次検定 問題解説集
独学がきつい・第二次の経験記述に不安があるなら、添削まで付く通信講座も選択肢です。経験記述の添削・独学サポート事務局を見る![]() /内容と料金の解説
/内容と料金の解説
この用語が問われた過去問
独学の教材は1級のおすすめ参考書・過去問に、試験のしくみ・勉強法は受験ガイドにまとめています。
参考法令・規格
- JASS 6 鉄骨工事(溶接接合)-日本建築学会
- JIS Z 3060 鋼溶接部の超音波探傷試験方法
※ この記事の法令確認日:2026年5月
資格を取ったら、次はキャリアと年収
施工管理は人手不足で売り手市場です。今の待遇に不満があるなら、建設業界に強い転職エージェントに相談だけでもしておくと、自分の市場価値と選択肢が見えます。
登録・相談は無料
受験ガイド・人気記事
管理人からのコメント
開先角度・ルート間隔は溶接前に現物を測定して記録しておくことが大切です。
組立て溶接は本溶接と同等の資格・管理が必要で、本溶接前に仮付け溶接の位置・サイズを確認してください。