- HOME
- > RC・鉄骨の施工管理
- > 現場溶接と工場溶接の違いは?
現場溶接と工場溶接の違いは?溶接検査の施工管理ポイント
本ページはプロモーション(アフィリエイト広告)を含みます。

けんせつる
現場溶接と工場溶接ってどう違うの?
この記事の要点
工場溶接は製作工場で管理された環境下で行う溶接、現場溶接は建方後に現場(屋外・高所)で行う溶接のことです。
現場溶接は風雨・気温・姿勢の制約があるため、工場溶接より品質管理が難しいです。
溶接検査は外観検査(目視)と超音波探傷試験(UT)で行います。溶接士の資格確認も施工管理の重要ポイントです。
鉄骨工事の接合には高力ボルトと溶接の両方が使われます。
溶接は接合の永続性・一体性が高い半面、欠陥があると強度に直結するため、施工管理者は溶接士の資格・施工環境・溶接検査の3点を重点的に管理します。
- > 鉄骨建方とは?施工管理で見る流れを整理する
- > 高力ボルトの仮締めと本締めの違いは?を整理する
これから受験する人は受験ガイド、教材選びはおすすめ参考書・過去問もどうぞ。

テキスト本命わかって合格(うか)る 1級建築施工管理技士 第一次検定 基本テキスト
価格・在庫は各販売ページでご確認ください。1級・2級の参考書・過去問の比較もどうぞ。
工場溶接と現場溶接はどう違うか
| 項目 | 工場溶接 | 現場溶接 |
|---|---|---|
| 場所 | 製作工場(屋内・管理された環境) | 建設現場(屋外・高所) |
| 環境条件 | 温度・湿度・風の管理が容易 | 風雨・気温・体勢の制約あり |
| 品質管理 | 安定した品質を確保しやすい | 環境変化への対応が必要 |
| 主な用途 | 柱・梁の主要部材の溶接接合 | 建方後の柱・梁接合部の本溶接 |
言い換えると、工場溶接は「安定した環境での作業」、現場溶接は「屋外・高所でのより難しい作業」という違いがあります。
溶接士の資格確認
鉄骨溶接は資格を持った溶接士が行う必要があります。
施工管理者は溶接士の資格証(JIS溶接技術検定・WES等)を確認し、溶接する部材・姿勢に対応した資格を保有しているか確認します。
- 資格の種類(溶接方法・材料・姿勢等)が実際の作業に適合しているか確認する。
- 資格の有効期限が切れていないか確認する。
例えば、下向き姿勢の資格しか持っていない溶接士が立向き姿勢で溶接するのは資格外作業になります。姿勢まで確認します。
溶接検査の種類(外観検査・超音波探傷試験)
外観検査(目視)
アンダーカット・オーバーラップ・ピット・クレーターなどの表面欠陥を目視で確認します。溶接完了後に全数が対象です。
超音波探傷試験(UT)
超音波でビード内部の割れ・融合不良等を検出する検査です。外観検査合格後に抜取りまたは全数を対象に実施します。
外観OKでも内部に欠陥がある場合があるため、両方実施します。ここは混乱しやすいところですね。
独学で二次検定(施工経験記述)の書き方に不安があるなら、添削が受けられる独学サポート事務局の通信講座![]() で早めにたたき台を用意しておくと安心です。
で早めにたたき台を用意しておくと安心です。
現場溶接の施工条件(気温・湿度・風)
現場溶接は気象条件の影響を受けやすいため、以下の条件を確認します。
- 気温:気温が-5℃以上5℃以下では、接合部から100mmの範囲を適切に予熱(加熱)してから溶接すること(溶接割れの防止)。気温が-5℃未満では溶接を行ってはなりません。
- 湿度・雨:溶接部が濡れている状態では溶接しない(水素による割れの原因)。
- 風:ガスシールドアーク溶接では風速2m/s以上でシールドガスが乱れるため、防風対策を行うか溶接を中止する。
溶接材料(溶接棒)の管理
溶接の品質は、溶接材料の管理にも左右されます。過去問でも溶接棒の扱いがくり返し問われています。
- 吸湿した溶接棒は乾燥してから使う:被覆アーク溶接棒は湿気を吸うと、溶接金属に水素が入ってブローホールや低温割れの原因になる。吸湿した溶接棒はそのまま使わず、乾燥器で乾燥してから使用する。
- 高張力鋼には低水素系溶接棒:490N/mm²級などの高張力鋼の組立て溶接には、水素量の少ない低水素系溶接棒を用いる。割れを防ぐためである。
低水素系溶接棒は特に吸湿しやすいため、開封後は乾燥した場所で保管し、メーカーの指定する条件で再乾燥して使う。
溶接の現場確認チェックポイント
- 溶接士の資格確認:作業前に全溶接士の資格証を確認し、対応する溶接方法・姿勢に適合した資格があることを確認する。
- 気象条件の確認:溶接前に気温・湿度・風速を確認し、禁止条件に該当しないか確認する。
- 外観検査の実施:全溶接部を目視で外観確認し、アンダーカット・ピット等の欠陥がないか記録する。
- 超音波探傷試験の管理:試験の対象箇所・頻度が仕様書通りに実施されているか確認する。結果記録を保管する。
- 写真管理:溶接前(開先形状)・溶接中・溶接後の状態を写真記録する。
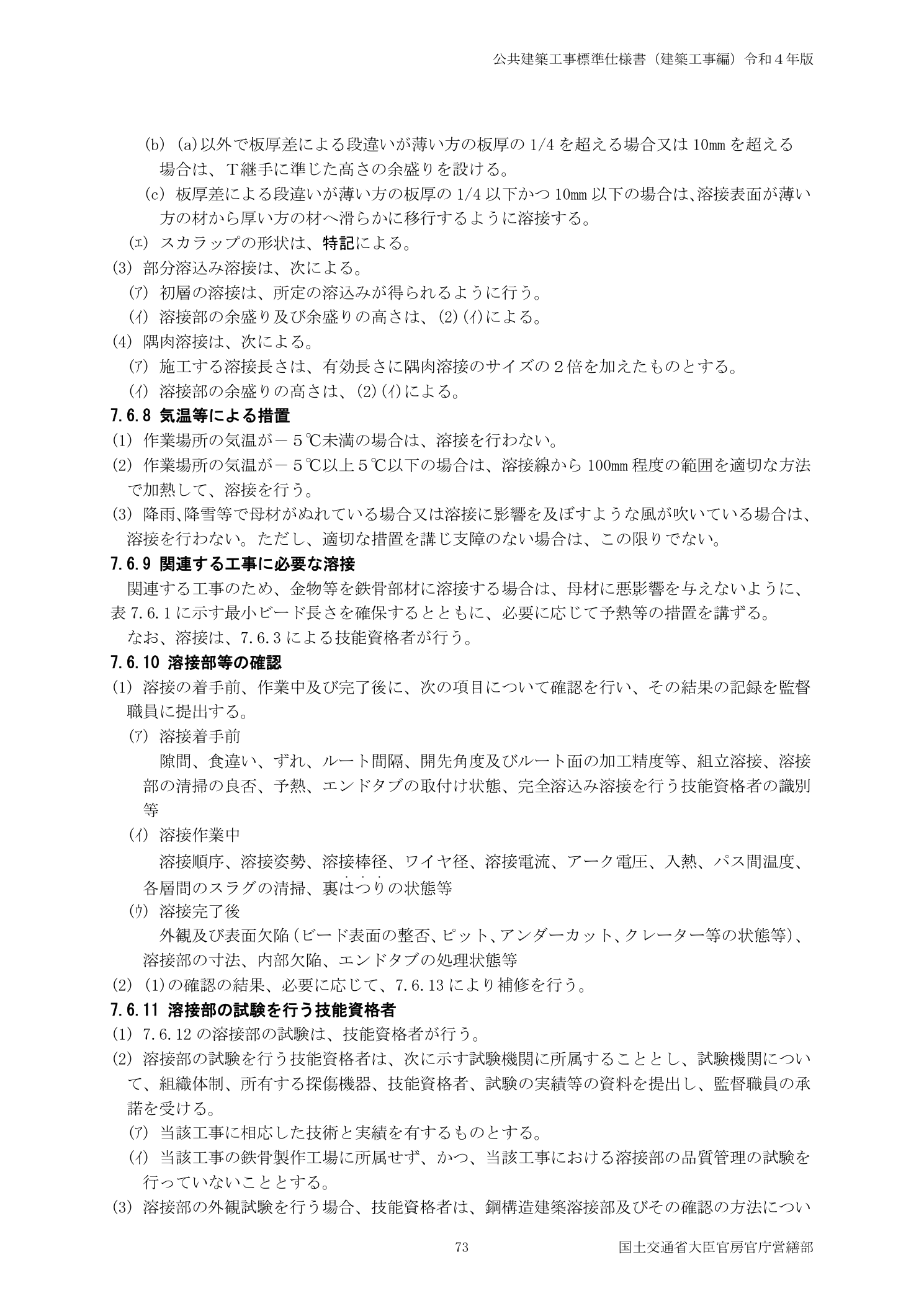
現場溶接の外観検査合否基準および超音波探傷試験の実施規定は、公共建築工事標準仕様書(下図)の7.6.10・7.6.11に示されています。
混同しやすい用語の整理
外観検査 vs 超音波探傷試験(UT)
外観検査は溶接表面の欠陥(アンダーカット・ピット等)を目視で確認する検査(非破壊・全数が原則)。超音波探傷試験(UT)は超音波を使って内部欠陥(割れ・融合不良等)を検出する検査(非破壊・抜取り検査が多い)。
外観OKでも内部に欠陥がある場合があるのが注意点です。
アンダーカット vs オーバーラップ
アンダーカットは溶接ビード端部に生じる溝状の欠陥(母材が掘れすぎた状態)。オーバーラップは溶接金属が母材に融合せずに乗り上がった状態です。
どちらも外観検査で確認できる溶接欠陥です。
理解度チェック
溶接の内部欠陥(割れ・融合不良)を検出する検査方法は?
超音波探傷試験(UT)。超音波を使って内部の欠陥を非破壊で検出する。
現場溶接を原則行ってはいけない気温の条件は?
気温が-5℃以上5℃以下では、接合部から100mmの範囲を適切に予熱(加熱)してから溶接する。-5℃未満は溶接禁止。
また、溶接部が濡れている状態や、ガスシールドアーク溶接で風速2m/s以上のときも防風措置なしには施工しない。
まとめ
- 工場溶接は管理された環境、現場溶接は屋外・高所で環境制約が多い。
- 溶接士の資格(種類・姿勢・有効期限)を作業前に全員確認する。特別教育の修了証確認も忘れずに行う。
- 溶接検査は外観検査(全数・目視)と超音波探傷試験(UT・内部欠陥)の2段階で行う。
- 気温が-5℃以上5℃以下では予熱(接合部から100mmの範囲を加熱)が必要。-5℃未満は溶接禁止。雨天・強風(ガスシールドアーク溶接で2m/s以上)時は溶接を中止または防護措置を実施する。
> 高力ボルトの仮締めと本締めの違いは?を確認する
> ピンテール破断で何を確認する?を確認する
RC・鉄骨の施工管理はRC・鉄骨の施工管理にまとめています。

過去問本命1級建築施工管理 第一次検定 問題解説集
独学がきつい・第二次の経験記述に不安があるなら、添削まで付く通信講座も選択肢です。経験記述の添削・独学サポート事務局を見る![]() /内容と料金の解説
/内容と料金の解説
この用語が問われた過去問
独学の教材は1級のおすすめ参考書・過去問に、試験のしくみ・勉強法は受験ガイドにまとめています。
参考法令・規格
- JASS 6 鉄骨工事(溶接接合)-日本建築学会
- JIS Z 3060 鋼溶接部の超音波探傷試験方法
- 公共建築工事標準仕様書(建築工事編)第7章 鉄骨工事
※ この記事の法令確認日:2026年5月
資格を取ったら、次はキャリアと年収
施工管理は人手不足で売り手市場です。今の待遇に不満があるなら、建設業界に強い転職エージェントに相談だけでもしておくと、自分の市場価値と選択肢が見えます。
登録・相談は無料
受験ガイド・人気記事
管理人からのコメント
現場溶接は工場溶接より品質管理が難しく、風・温度・湿度の影響を受けます。
溶接作業前に予熱が必要な板厚・鋼種を確認し、溶接後は管理温度での保持を記録してください。